DEYU Plastics Solves the Last Mile of Nylon Carbon Fiber Conductivity with 2-3% High-Conductivity Masterbatch
DEYU Plastics uses a self-developed high-conductivity masterbatch to help existing PA6/PA66 carbon fiber compounds reduce surface resistance by about one order of magnitude while keeping mechanical performance as much as possible.
Short Answer
DEYU Plastics’ current breakthrough is not “low-addition carbon fiber conductivity.” The correct technical positioning is more specific: in an existing PA6/PA66 nylon carbon fiber compound, adding about 2-3% of DEYU’s self-developed high-conductivity masterbatch can help further connect the original carbon fiber conductive network and solve the last-mile problem when surface resistance is still one order of magnitude above the target.
In selected nylon carbon fiber projects, this route can help reduce surface resistance by about one order of magnitude while maintaining the original nylon carbon fiber system’s strength, stiffness, impact performance, flowability and molding stability as much as possible.
The term “high-conductivity masterbatch” here means a high-efficiency conductive-network-enhancing masterbatch. It does not mean superconductivity in the physical sense.
For PA6/PA66 carbon fiber systems, DEYU can combine this route with customized DGK-PA66 CF15L-CF40L carbon fiber PA66. For non-nylon conductive development, DEYU also supports DGK-PP DD2-3A conductive PP and DGK-ABS KJD678R-BZ permanent anti-static ABS directions according to target resistance, resin base and molding requirements.
Introduction: The Real Difficulty Is the Last Order of Magnitude
Carbon fiber is widely used in PA6 and PA66 systems because it can improve stiffness, dimensional stability, heat deformation resistance and electrical performance. Nylon carbon fiber compounds are commonly used in electrical structural parts, industrial equipment components, anti-static brackets, high-stiffness conductive parts, automotive functional components, sensor brackets and injection-molded parts that need both rigidity and static control.
Many projects encounter the same problem:
- the existing nylon carbon fiber compound already meets mechanical requirements
- stiffness, strength and dimensional stability are acceptable
- injection molding is basically stable
- but surface resistance remains one order of magnitude higher than the target
For example, the customer may need the material to move toward the 10⁶ Ω range while the current system stays around 10⁷ Ω. Or the target may be 10⁷ Ω while the current system remains around 10⁸ Ω.
Increasing carbon fiber content may reduce resistance, but it can also create new risks: higher brittleness, lower notched impact strength, weaker weld lines, poorer flowability, higher injection pressure, more fiber exposure, rougher surface, cracking risk at screw bosses or snap-fits and higher cost.
The key challenge is not whether nylon carbon fiber can conduct electricity. The real question is how to further connect the existing carbon fiber conductive network without significantly increasing carbon fiber content.
Why PA6/PA66 Carbon Fiber Systems Get Stuck Near the Conductive Threshold
Carbon fiber is conductive, but after it is compounded into nylon, stable conductivity depends on whether the fibers form an effective continuous or semi-continuous conductive network inside the resin.
In PA6/PA66 carbon fiber systems, conductivity is affected by:
- carbon fiber content
- fiber length and retention after compounding
- fiber dispersion
- contact probability between fibers
- nylon encapsulation of fibers
- fiber orientation during injection molding
- part thickness and flow direction
- weld line position
- fiber-resin interface
- whether an auxiliary conductive network exists
Many nylon carbon fiber compounds are not completely non-conductive. Instead, their conductive network is close to the threshold. This can cause acceptable conductivity in test bars but unstable resistance in real parts, better conductivity in thick areas but insufficient conductivity in thin walls, resistance differences along flow direction and surface resistance that stays one order of magnitude above the target.
The value of DEYU’s self-developed high-conductivity masterbatch is to add conductive bridge points near this threshold and help the original PA6/PA66 carbon fiber network become more continuous.
Why Simply Increasing Carbon Fiber Is Not Always Recommended
Increasing carbon fiber content is a direct way to improve conductivity, but not every nylon project can accept it.
Mechanical Risk
Higher carbon fiber content improves stiffness, but it may reduce toughness and impact resistance. Possible problems include lower notched impact strength, lower elongation, screw boss cracking, snap-fit breakage, unstable drop performance, weaker weld lines and thin-wall cracking.
For electrical structural parts, housings, brackets and industrial components, mechanical reliability cannot be sacrificed just to reduce resistance by one order of magnitude.
Processing Risk
When carbon fiber content increases, nylon flowability often decreases and the injection molding window becomes narrower. Common risks include higher injection pressure, short-shot risk, visible weld lines, rougher surface, fiber exposure, warpage, increased screw and mold wear and lower batch stability.
Cost Risk
Carbon fiber is relatively expensive. Increasing carbon fiber only to improve the final order of magnitude in resistance may raise material cost without solving the best engineering balance.
Many projects do not need a new high-carbon-fiber material. They only need one more step in conductivity based on the existing PA6/PA66 carbon fiber compound. Therefore, DEYU’s logic is not to keep adding more carbon fiber. It is to use about 2-3% of a high-efficiency conductive masterbatch to enhance the original conductive network.
How DEYU’s High-Conductivity Masterbatch Works
Conductive Bridging Between Carbon Fibers
In existing PA6/PA66 carbon fiber systems, carbon fiber acts as the main conductive skeleton. Because of dispersion, orientation, resin encapsulation and part structure, the fibers may not form enough continuous conductive pathways.
DEYU’s high-conductivity masterbatch can add microscopic conductive bridge points between carbon fibers, helping a nearly connected but unstable network become more continuous.
In simple terms:
- carbon fiber provides the main conductive skeleton
- DEYU’s high-conductivity masterbatch provides conductive bridges and network reinforcement
- together, they help a threshold-level nylon carbon fiber system move toward lower resistance
Lowering the Conductive Threshold
Many nylon carbon fiber systems fail by only one order of magnitude because the system has not stably crossed the conductive threshold. The masterbatch helps lower this threshold, allowing the existing carbon fiber content to perform more effectively without a major increase in loading.
This is why about 2-3% addition may help reduce surface resistance by about one order of magnitude in suitable PA6/PA66 carbon fiber systems.
Reducing Damage to Original Mechanical Performance
Compared with adding much more carbon fiber, a small amount of high-conductivity masterbatch causes less disturbance to the nylon carbon fiber structure. In suitable projects, it can help maintain stiffness and strength, reduce obvious impact loss, avoid severe flowability reduction, reduce weld line weakening, lower fiber exposure risk and control cost increase.
What Can 2-3% DEYU High-Conductivity Masterbatch Achieve?
In selected PA6/PA66 carbon fiber compounds, adding about 2-3% of DEYU’s self-developed high-conductivity masterbatch can provide several engineering improvements.
Surface Resistance Reduction by About One Order of Magnitude
For example:
- an existing PA66 carbon fiber system around 10⁸ Ω may move toward 10⁷ Ω after masterbatch addition
- an existing PA6 carbon fiber system around 10⁷ Ω may move toward 10⁶ Ω
- a system stuck one order above the customer target may complete the final adjustment through network reinforcement
This is not a fixed guarantee for all materials. Actual results depend on nylon type, carbon fiber content, part thickness, flow direction, test method, conditioning state and molding conditions. Final data should be based on customer testing.
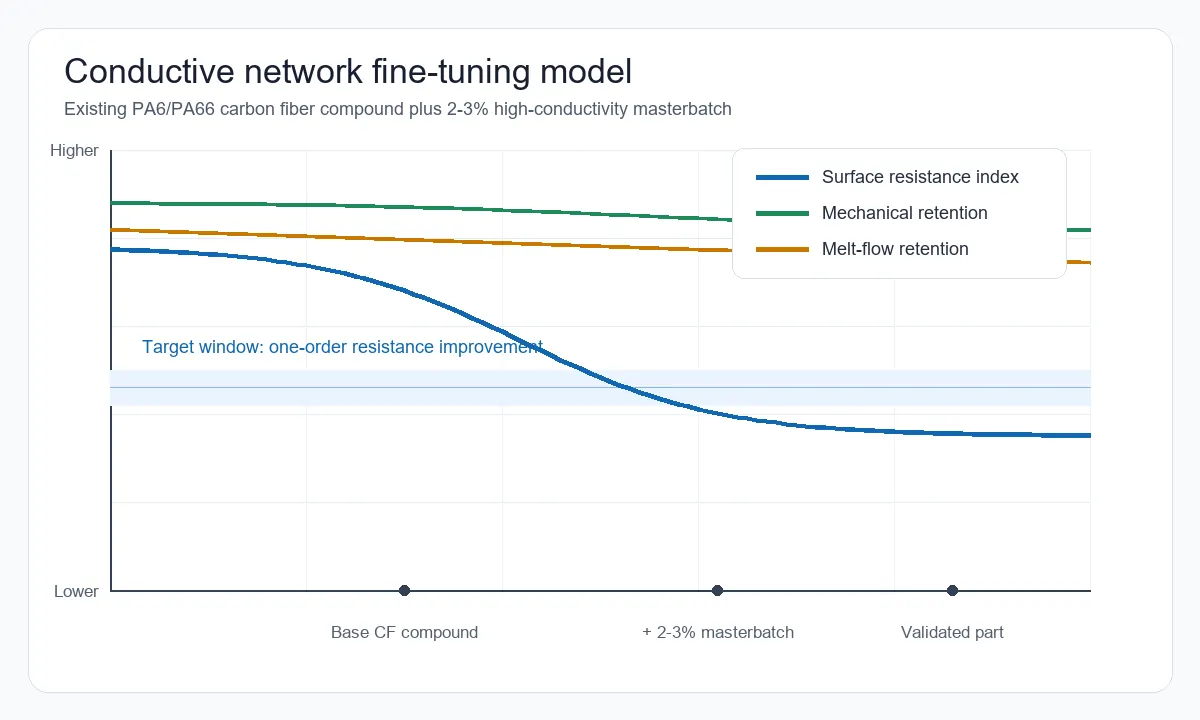
The chart above is an illustrative formulation model, not a universal data sheet. It shows the intended engineering effect: the surface resistance index can move into the target window while mechanical retention and melt-flow retention remain comparatively controlled.
Mechanical Performance Can Be Maintained as Much as Possible
The value of this masterbatch is not to replace the nylon carbon fiber compound, but to enhance conductivity within the existing system. Suitable projects usually have these features:
- the original mechanical properties are already acceptable
- the material is already a PA6/PA66 carbon fiber system
- the customer does not want to add more carbon fiber
- only one more order of magnitude in surface resistance is needed
- the part has assembly, impact, weld line or dimensional requirements
In this case, 2-3% high-conductivity masterbatch is often more suitable than further increasing carbon fiber.
Suitable for Fine-Tuning Near Production
If a material project is close to production and only the conductivity target is one step away, changing the carbon fiber ratio can trigger many secondary problems. DEYU’s masterbatch route is more suitable for conductive fine-tuning, final ESD improvement, resistance stability improvement, projects that should not significantly change the original formulation and conductive reinforcement under existing molds and molding processes.
Traditional Route vs DEYU Route
| Item | Further Increasing Carbon Fiber | DEYU 2-3% High-Conductivity Masterbatch |
|---|---|---|
| Applicable system | Various carbon fiber compounds | Mainly PA6/PA66 nylon carbon fiber systems |
| Technical logic | Increase carbon fiber content | Reinforce the existing carbon fiber conductive network |
| Added material | Carbon fiber | DEYU self-developed high-conductivity masterbatch |
| Main function | Increase stiffness and conductivity | Help the original carbon fiber network connect more effectively |
| Resistance improvement | Possible, but with heavier formulation burden | Can move toward about one-order resistance reduction |
| Mechanical impact | Higher brittleness risk | More favorable for maintaining original properties |
| Flowability | More likely to decrease | More controllable influence |
| Surface quality | Higher fiber exposure risk | Lower surface disturbance |
| Cost | Higher due to more carbon fiber | More controllable due to small addition |
| Best project stage | Redeveloping high-filled conductive materials | Existing nylon carbon fiber system missing the final conductivity target |
| Core value | High-filled reinforcement and conductivity | Precise last-mile conductive network enhancement |
Difference from Dedicated Conductive Masterbatch Routes for Other Resins
DEYU has also developed resin-specific conductive masterbatch directions for PP, ABS and other non-nylon systems. These routes should be separated from the PA6/PA66 nylon carbon fiber last-mile route.
Nylon Carbon Fiber Systems: 2-3% Masterbatch for Network Reinforcement
Applicable systems include PA6 carbon fiber compounds, PA66 carbon fiber compounds, nylon carbon fiber anti-static materials, nylon carbon fiber static-dissipative materials and nylon carbon fiber conductive structural parts.
The technical target is to reinforce the conductive network in the existing nylon carbon fiber compound, help reduce surface resistance by about one order of magnitude, maintain original mechanical properties as much as possible and fit projects that are only one step away from the conductivity target.
PP, ABS and Other Resin Systems: Direct High-Conductivity Development
For PP, ABS, PC/ABS, PC and other resin systems, DEYU uses resin-specific conductive masterbatch development rather than the same 2-3% nylon carbon fiber last-mile route.
These projects are used to directly build conductive, static-dissipative or anti-static compounds. Target performance depends on resin, formulation, dosage, wall thickness, molding and testing.
Application Case: PA66 Carbon Fiber System Reduced by One Order of Magnitude
A customer used a PA66 carbon fiber compound for an electrical structural part. The material already met stiffness, strength and dimensional stability requirements, but surface resistance remained around 10⁷ Ω. The customer wanted the material to move toward the 10⁶ Ω range.
Customer requirements included:
- keep the PA66 carbon fiber system
- avoid significantly increasing carbon fiber content
- reduce surface resistance by about one order of magnitude
- maintain strength and stiffness
- keep injection molding stable
- reduce weld line and screw boss cracking risks
DEYU analyzed the system and found that the material already had a carbon fiber conductive skeleton, but the network was still near the threshold. Increasing carbon fiber further could reduce impact strength, flowability and molding stability.
DEYU added about 2-3% of its self-developed high-conductivity masterbatch to reinforce the conductive network in the existing PA66 carbon fiber compound. Development focused on PA66 compatibility, dispersion inside the carbon fiber system, surface resistance stability, mechanical property retention, weld line reliability and injection flow stability.
After trial validation, the material moved toward about one order of magnitude lower surface resistance while maintaining mechanical performance close to the original system.
Application Case: Dedicated PP Conductive Masterbatch
In another project, a customer needed a high-conductivity PP material for conductive trays or industrial static-control components. This was not a PA66 carbon fiber system and not the 2-3% last-mile nylon masterbatch route.
DEYU used a PP-dedicated conductive masterbatch and redesigned the conductive system according to the target resistance and molding requirements. Development focused on PP base resin selection, conductive masterbatch dosage, target surface resistance, tray stiffness and toughness, injection flowability, warpage control and batch consistency.
This case shows that DEYU uses different conductive masterbatch routes for different resins. Nylon carbon fiber systems use small-amount network reinforcement, while PP, ABS and other systems use dedicated masterbatches to directly build conductive compounds.
How DEYU Recommends Customers Choose the Right Route
If It Is a PA6/PA66 Carbon Fiber System
Evaluate whether the current material already contains carbon fiber, whether current mechanical performance is acceptable, whether surface resistance is only one order above target, whether more carbon fiber is undesirable and whether injection flow and assembly reliability must be maintained.
If yes, DEYU’s 2-3% high-conductivity masterbatch reinforcement route can be evaluated.
If It Is PP, ABS or Another Non-Nylon System
Evaluate the target resistance, base resin, whether a directly conductive compound must be developed and whether flame retardancy, wear resistance, color, low-dust performance or other secondary requirements are needed.
These projects should use resin-specific conductive masterbatch development, not the nylon carbon fiber last-mile masterbatch.
Information Customers Should Provide
To evaluate the correct conductive route, DEYU recommends customers provide:
- current resin and grade
- carbon fiber content if known
- target surface resistance or volume resistance
- current measured resistance
- molded part thickness and test location
- molding process and gate direction
- mechanical performance requirement
- impact, screw boss or snap-fit requirement
- temperature and humidity conditioning
- current failure point
- sample part, drawing or test standard
With this information, DEYU can determine whether the project is suitable for last-mile nylon carbon fiber network reinforcement, or whether it needs a resin-specific conductive compound development route.
FAQ
1. Does 2-3% masterbatch replace carbon fiber?
No. It does not replace the original carbon fiber compound. It reinforces the conductive network in an existing PA6/PA66 carbon fiber system.
2. Can it reduce resistance by one order of magnitude in every nylon carbon fiber material?
No fixed result should be promised. It can help in suitable systems near the conductive threshold, but final performance depends on formulation, part thickness, molding direction, conditioning and testing.
3. Why not simply add more carbon fiber?
More carbon fiber can reduce resistance, but it may also increase brittleness, reduce impact strength, weaken weld lines, reduce flowability, expose fibers and raise cost.
4. Is the masterbatch route suitable for PP or ABS?
PP and ABS usually need resin-specific conductive masterbatch development. They are different routes from the 2-3% nylon carbon fiber last-mile reinforcement route.
5. Can DEYU customize the solution?
Yes. DEYU can customize nylon carbon fiber conductive compounds and conductive masterbatch systems according to resin base, target resistance, mechanical requirements, molding process and application scenario.
Conclusion
DEYU Plastics’ conductive material platform should be understood as layered technology, not a single universal additive.
The first route is high-conductivity masterbatch for nylon carbon fiber systems. It is mainly used in PA6 and PA66 carbon fiber compounds. When the original material already has acceptable mechanical performance, stiffness, dimensional stability and molding behavior, but surface resistance is still one order of magnitude above target, DEYU can add about 2-3% of its self-developed high-conductivity masterbatch to reinforce the existing carbon fiber conductive network.
The second route is dedicated conductive masterbatch development for PP, ABS and other resin systems. These are not the same nylon carbon fiber reinforcement technology. They are used to directly develop conductive, anti-static or static-dissipative materials according to resin type and application.
A mature conductive plastic solution is not only about lowering resistance. It must balance resistance, mechanical properties, flowability, cost, surface quality and real-part reliability.